
Standard Test Method for Radiographic Examination of Weldments 1
The appearance of a dark image of the lead letter B should be disregarded, unless the dark image could mask or be confused with rejectable weld defects. 8.6 IQI Selection—The thickness on

Laser beam welding of electrical contacts for the application in
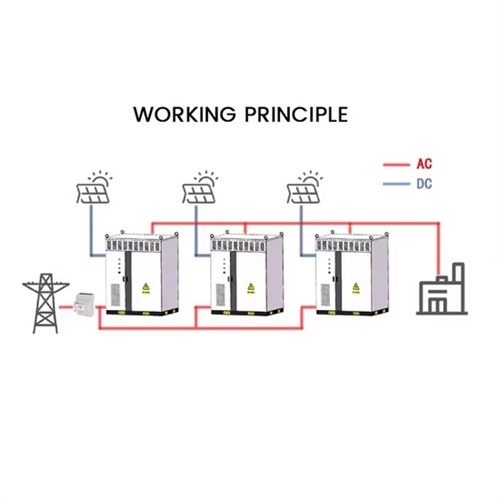
The resulting effects on the power grid require local storage systems to store the surplus energy and to limit the feed-in power. For these energy storage systems, the use of

Review of Energy Storage Capacitor Technology
Capacitors exhibit exceptional power density, a vast operational temperature range, remarkable reliability, lightweight construction, and high efficiency, making them extensively utilized in the realm of energy storage.

Typical Reliability and Performance Characteristics for Stored
Abstract: With the rapidly expanding use of stored energy equipment in the welded module field and the increasing demands for process reliability, it is important that the equipment possess a

Comparative Study of Droplet Transfer Modes on
The surface appearance and cross-section appearance of weld beads with three typical modes of droplet transfer are displayed in Figure 3 and Figure 4, respectively. Generally speaking, it could be seen from Figure 3 that the

The appearance of weld. | Download Scientific Diagram
The appearance of weld. and dissimilar metals due to its major advantages like volumetric heating, selective heating of target materials, energy saving and sustainability. In the present

Appearance of the SUS316L/SUS425 resistance spot welded joint.
Figure 2 illustrates the visual appearance of the SUS316L/SUS425 resistance spot welded joint, consisting of three rings: the melt ring, fusion zone (FZ) ring, and heat affected zone (HAZ) ring

Resistance Spot Welding of SUS316L Austenitic/SUS425 Ferritic
This research examines the weldment characteristics and mechanical properties of lap joints of SUS316L/SUS425 stainless steels using resistance spot welding under variable weld currents

Research and verification of welding heat source parameter
The results show that this optimization method reduces the cost of repeated modeling to obtain the optimal heat source parameters, which also reduces the influence of the researchers''

Effect of Parameters Change on the Weld Appearance in Stainless
The underwater wet welding (UWW) technology is rapidly developing as a crucial method in the maintenance work of marine equipment and offshore platform. The rapid development of

Resistance Spot Welding of SUS316L
This research examines the weldment characteristics and mechanical properties of lap joints of SUS316L/SUS425 stainless steels using resistance spot welding under variable weld currents and welding times. The weld current was varied
Development of a flywheel energy storage-based welding system
Development of a flywheel energy storage-based welding system Abstract: In modern resistance spot welding applications dynamic current control is essential, but at the same time, the

Giga-Cycle Fatigue Behavior of the Nuclear Structure of 316L Weldments
Electrochemical Energy Storage; Energy Efficiency fish-eye, is observed in the crack initiation and propagation area, as shown in Figure 7A, and a clearer appearance is
6 FAQs about [Appearance of energy storage weldment]
How to improve the energy density of TIG welding arc?
Based on this, many methods to improve the energy density of TIG welding arc are devised. These include activating flux TIG (A-TIG), twin-electrode TIG (T-TIG), keyhole TIG (K-TIG), high-frequency pulse TIG (H-TIG), ultrasonic-TIG hybrid arc (U-TIG), magnetic field control TIG (M-TIG), and hollow tungsten central negative pressure arc welding.
How does welding energy affect electrical contact resistance and tensile force?
Further increasing the welding energy leads to electrode sticking and significant expulsion of bulk material , , , . Fig. 6. Electrical contact resistance and ultimate tensile force as function of welding energy.
Does high-speed imaging improve weld appearance in high-power fiber laser welding?
To examine the mechanisms of improving the weld appearance in detail, a high-speed imaging system was applied to observe the keyhole and melt flow and pool in high-power fiber laser welding. Finally, the mechanisms of the improvement of weld appearance were discussed. 2. Design of Experiments (DoE) Figure 1 shows the setup of experiments.
What are the conditions for K-TIG welding?
1. The necessary conditions for K-TIG welding are sufficient current and voltage as well as sufficient cooling of the torch. This ensures a high arc current density, makes the effect of electromagnetic contraction significant, and leads to the increase of arc energy.
Can high-power fiber laser welding produce heavy section structures?
Author to whom correspondence should be addressed. High-power fiber laser welding is an efficient and effective way to produce heavy section structures. However, there is a significant challenge in producing the welds with free of imperfections such as nail-head-shaped welds, spatters, and root sagging.
What happens if a weld ejects a spatter?
On the one hand, spatters falling on the specimen surface burn the surface material and create a poor surface appearance. On the other hand, ejection of spatters was accompanied by formation of underfill, undercuts, craters, and blowouts, which can severely reduce the mechanical properties of a weld [ 12 ].